1. Nguyên lý đo dài
Độ dài là một trong ba đại lượng để xác định vị trí không gian của các điểm trên mặt đất, nó là là một yếu tố cơ bản trong trắc địa.
|
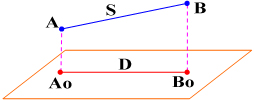
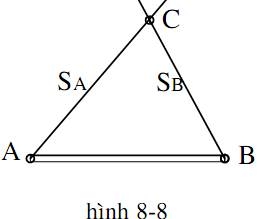
Giả sử A và B nằm ở những độ cao khác nhau trên mặt đất. Do mặt đất nghiêng nên khoảng cách AB là khoảng cách nghiêng và ký hiệu là S. Khi chiếu hai điểm này xuống mặt phẳng nằm ngang Po theo phương đường dây dọi sẽ được hình chiếu tương ứng của chúng là Ao và Bo; khoảng cách AoBo là khoảng cách ngang và ký hiệu là D (hình 4.1). |
 |
Độ dài một đoạn thẳng có thể được đo trực tiếp hoặc gián tiếp. Đo dài trực tiếp là phép đo trong đó dụng cụ đo được đặt trực tiếp liên tiếp trên đoạn thẳng cần đo, từ số liệu và dụng cụ đo sẽ xác định được độ dài đoạn thẳng. Trong thực tế thường áp dụng phương pháp đo dài trực tiếp bằng thước thép.
Đo dài gián tiếp là phép đo để xác định một số đại lượng dùng tính độ dài của đoạn thẳng cần xác định. Có nhiều phương pháp đo dài gián tiếp như: đo dài bằng máy quang học, đo dài bằng các loại máy đo dài điện tử, đo bằng công nghệ GPS...
2. Đo dài trực tiếp bằng thước thép
a. Đo dài với độ chính xác thấp hơn 1/2000
-. Dụng cụ đo:
+ Thước thép thường. Thước thép thường là loại thước có độ dài 20m, 30m hoặc 50m; trên toàn bộ chiều dài thước chỉ khắc vạch đến đơn vị "cm". Thước được bảo vệ trong hộp sắt có tay quay dùng để thu hồi thước sau khi đo. Thước thép thường chỉ cho phép đo độ dài với độ chính xác thấp ( khoảng 1/2000) nên không có phương trình riêng.
+ Bộ que sắt để đánh dấu đoạn đo, sào tiêu để dóng hướng và thước đo góc nghiêng đơn giản để xác định độ nghiêng mặt đất ( hình 4.2)


Hình 4.2
- Trình tự đo
Dóng hướng đường đo: khi đo chiều dài một đoạn thẳng thông thường phải đặt thước nhiều lần trên đường đo, để hai đầu thước luôn nằm trên hướng đo thì phải thực hiện dóng hướng. Dóng hướng đường đo là việc xác định một số điểm nằm trên hướng đường thẳng nối điểm đầu và điểm cuối của đoạn thẳng cần đo.
Việc dóng hướng khi đo dài với độ chính xác thấp hơn 1/2000 được thực hiện bằng mắt. Trước tiên cần đặt sào tiêu tại điểm đầu A và điểm cuối B của đoạn thẳng cần đo; một người đứng cách A vài mét trên hướng BA kéo dài, dùng mắt điều chỉnh cho sào tiêu của người thứ 2 trùng với tim AB tại các vị trí trung gian trên đường tuyến đo ( hình 4.3).

Hình 4.3
Để đo chiều dài cạnh AB, một người dùng que sắt giữa chặt đầu “0” của thước trùng với tâm điểm A, người thứ hai kéo căng thước trên tim đường đo theo sự điều chỉnh của người dóng hướng và dùng que sắt cắm vào vạch cuối cùng của thước ta được điểm I. Sau đó nhổ que sắt tại A, hai người cùng tiến về phía B. Khi người cầm đầu “0” của thước tới điểm I thì công việc đo được lặp lại trên như và cứ tiếp tục như vậy cho đến đoạn cuối cùng. Số que sắt người đi sau thu được chính là số lần đặt thước, chiều dài cạnh đo được tính theo công thức:
D = å di + D d (4.1)
Trong đó: di = loCOSVi + ∆lk
Trong đó lo- chiều dài thước đo, di - chiều dài nằm ngang của thước đo, V - góc nghiêng mặt
đất tại các đoạn đo; ∆lk - số hiệu chỉnh do sai số của thước đo ; ∆d - đoạn lẻ cuối của cạnh đo.
Tùy theo độ xác mà ta có thể đo một lần nữa từ B về A, trị số cạnh đo là trị trung bình của lần đo đi và về nếu độ chênh của chúng nhỏ hơn sai số cho phép.
b. Đo dài với độ chính xác thấp hơn 1/20.000
- Dụng cụ đo
Để đo chiều dài đạt độ chính xác dưới 1/20.000 phải có thước thép chính xác. Thước thép chính xác là loại thước được làm bằng hợp kim có hệ số giãn nở vì nhiệt thấp; chiều dài thước có thể là 20m, 30m, 50m hoặc 100m. Trên toàn bộ chiều dài thước được khắc vạch chính xác đến đơn vị ''mm'', thước được bảo vệ trong hộp sắt hoặc khung bảo vệ có tay quay. Thước cho phép đọc số chính xác đến 0.1mm, có phương trình riêng, nếu được kiểm nghiệm tổ chức đo tốt thì có thể cho phép đo dài với độ chính xác khoảng 1/20000.
Do sai số chế tạo và sự giãn nở vì nhiệt đã làm cho chiều dài thực tế lt của thước khác với chiều dài danh nghĩa lo ghi trên thước, do vậy đối với các loại thước chính xác cần phải nghiệm trước khi đo. Khi kiểm nghiệm, người ta so sánh thước thép với một thước chuẩn Inva ở nhiệt độ lúc kiểm nghiệm to để tìm ra chiều dài thực tế lto và số hiệu chỉnh ∆lk vào chiều dài danh nghĩa lo. Từ đó lập được công thức chiều dài thực tế của thước lúc đo (4.2).
lt = lo + ∆lk + ∆lt (4.2)
Trong đó: ∆lt = α.lto.(t-to) ; α - hệ số giãn nở vì nhiệt của thước, t- nhiệt độ môi trường lúc đo.
Ngoài thước thép chính xác còn phải có: máy kinh vĩ để dóng hướng; máy thủy chuẩn để đo chênh cao các đầu cọc, lực kế để kéo căng thước; nhiệt kế để đo nhiệt độ.
- Phương pháp đo
Giả sử phải đo cạnh AB, đầu tiên ta dùng thước vải chia AB thành các đoạn A-I, I-II, II-III, nhỏ hơn chiều dài thước vài “cm” và đoạn lẻ III-B. Dùng các cọc đầu có dấu chữ thập trên đầu để đánh dấu các đoạn. Các đầu cọc cố định các đoạn đo phải được dóng hướng bằng máy kinh vĩ.
Để dóng hướng, máy kinh vĩ sẽ được định tâm và cân bằng tại A, tiến hành ngắm chuẩn tiêu ngắm đặt tại B và hãm ngang; dùng mặt phẳng ngắm chuẩn này để điều chỉnh các đầu cọc I, II, III trùng tim tuyến AB ( hình 4.4).
Biên chế tổ đo cạnh gồm 5 người; trong đó 2 người kéo thước, 2 người đọc số trên thước, một người ghi sổ và điều khiển đo.
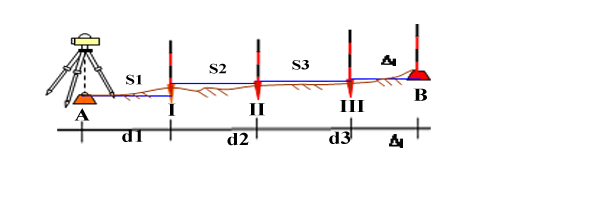
Hình 4.4
Khi đo lần lượt đo từng đoạn, mỗi đoạn đo theo hiệu lệnh chung của người ghi sổ, hai người giữ hai đầu thước đồng thời cùng kéo căng thước bằng lực kế với lực kéo lúc kiểm nghiệm thước. Hai người đọc số căn cứ vào vạch chuẩn đầu cọc, đọc số đồng trên thước để người ghi sổ ghi kết quả vào sổ đo. Mỗi đoạn đọc số 3 lần, mỗi lần đo phải xê dịch thước và kéo căng lại lực kế. Lúc đo, mỗi đoạn đo phải tiến hành đo nhiệt độ để tính số hiệu chỉnh do nhiệt độ lúc đo khác lúc kiểm nghiệm; phải đo chênh cao các đầu cọc để đưa các đoạn nghiêng Si về nằm ngang di .
D = ådi + Dd (4.3)
i =1 với di = S1 + Dlk + Dlt + Dlv
Để tăng độ chính xác và có điều kiện kiểm tra, cần đo theo hai chiều đi và về , kết quả cuối cùng là kết quả trung bình của hai lần đo. Đồng thời với ccong tác đo dài phải đo nhiệt độ, áp xuất, chênh cao đầu cọc để tính số hiệu chỉnh cho thước.
C. Các nguồn sai số chủ yếu khi đo dài trực tiếp bằng thước.
Sai số do chiều dài danh nghĩa ghi trên thước không đúng với chiều dài thực tế lúc kiểm nghiệm.
Sai số do định tuyến sai.
Sai số do đo chênh cao các đầu cọc sai.
Sai số do đo nhiệt độ sai.
Ngoài ra còn có sai số thước võng và lực kéo thước không đúng với lực kéo lúc kiểm nghiệm.
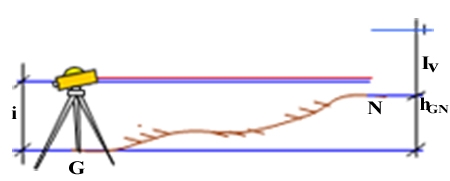
3. Đo dài bằng máy trắc địa và mia
a. Đo dài bằng máy trắc địa và mia đứng
Phương pháp được xây dựng trên cơ sở mối quan hệ toán học giữa góc thị sai j không đổi và cạnh đáy l thay đổi tỷ lệ thuận với độ dài cần đo. Để có thể đo dài bằng phương pháp này thì màng dây chữ thập của máy kinh vĩ ( hay máy thuỷ bình ) còn cấu tạo thêm hai chỉ ngang đối xứng qua chỉ ngang cơ bản để tạo góc thị sai ( hình 4.5).
* Trường hợp ống kính nằm ngang
Từ hình vẽ 4.5 ta có : D = d + fv + D'
|
Trong đó: d - khoảng cách từ trục quay của máy kinh vĩ tới quang tâm kính vật; fv - tiêu cự kính vật. Hai thông số này trong chế tạo đã biết và đặt c = d + fv gọi là hằng số cộng của máy. Còn đại lượng D' tính bởi công thức: |
 |

 D' = 1 .l.ctg j
D' = 1 .l.ctg j
2 2
Với: l = t - d là hiệu số đọc chỉ trên và dưới; j - góc thị sai. Đặt
k = 1 ctg j
2 2 ta có công thức xác định khoảng cách: D = c + k.l (4.4)
Khi thay đổi đường kính màng dây chữ thập sao cho
j = 34’22’’ thì k = 100. Công thức thực dụng khi đo chiều dài là:
D = 100 x l (4.5)
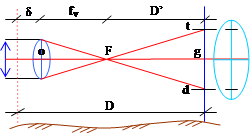
* Trường hợp ống kính nằm nghiêng
Giả sử trục ngắm ống kính nghiêng so với mặt phẳng ngang một góc V, trong trường hợp này phải có thêm một bước chuyển từ chiều dài nghiêng về nằm ngang. Để chứng minh công thức ta tưởng tượng một mia ảo lo vuông góc với trục ngắm ống kính ‘Og’ tại g (hình 4.6). Như trường hợp đầu đối với mia ảo ta có :
Og = C+ k.lo ; với: lo = l. cosv ; ta có: Og = C+ k. l. cosv (4.6)
|
Xét tam giác vuông tOB’ có: OB’ = D = Og . cos V thay Og ở công thức (4.8) vào ta có: D = (C+ k. l. cosv).cosV Có thể coi: D = (C+ k. l ).cos2V |
Hình 4.6 |
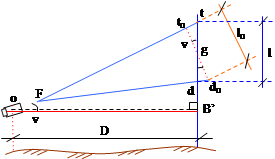
Điều này có nghĩa là đối với trường hợp ống kính nghiêng so với mặt phẳng ngang một góc V, khi đo chiều tiến hành đo như ống kính nằm ngang. Tuy nhiên phải đo thêm góc V và nhân vào chiều dài đo được với cos2V.. Phương pháp này cho phép đo cạnh với sai số tương đối 1/300
b. Đo dài bằng mia Bala
Phương pháp này về nguyên lý giống như đo bằng máy kinh vĩ và mia đứng, tuy nhiên có mấy điểm khác nhau cơ bản sau :
Phương pháp đo bằng mia Bala thì có đường đáy l cố đinh, góc thị sai j thay đổi theo khoảng cách đo (hình 4.7).
Mia Bala có đường đáy l ( dài 1-2m) và hai bảng ngắm hai đầu, độ giữa hai bảng ngắm được chế tạo với độ chính xác rất cao (1/T = 1/40.000). Trên mia có ống thuỷ để cân bằng mia nằm ngang và bộ phận lấy hướng.
D = 1 .l.ctg j
2 2
(4.8)
Góc thị sai j được đo nhiều lần và lấy trung bình. Độ chính xác đo dài theo phương pháp náy có thể đạt sai số tương đối 1/20.000.
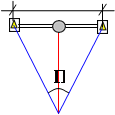
Hình 4.7
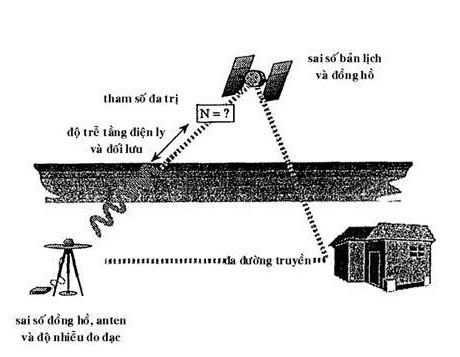
4. Khái niệm đo dài bằng máy đo điện tử
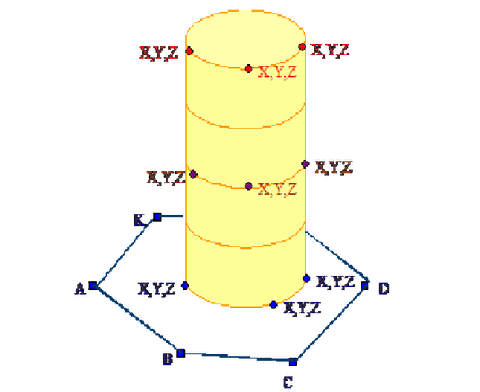
Đo dài điện tử phải có máy phát sóng vô tuyến điện hoặc sóng ánh sáng và gương phản xạ. Khi máy phát sóng thì tốc độ lan chuyền song ‘v’ hoặc độ dài bước sóng ‘l’ đã xác định. Sóng phát đi sẽ đập vào gương và phản xạ lại máy; máy đo dài có bộ đếm thời gian (∆t) hoặc số bước sóng (N) chính xác trên quãng đường đi và về của đoạn thẳng cần đo; từ đó tính được độ dài của nó (4.11). Phương pháp này hiện đại, đo nhanh, cạnh đo có thể rất dài và cho độ chính xác cao (hình 4.8).
D = vt hoặc D = n.l
2 2
(4.9)
-------------------------------------
* Trắc địa Hoàng Minh là công ty uy tín chuyên nhập khẩu và phân phối các loại máy thủy bình, máy toàn đạc điện tử, máy kinh vỹ điện tử, máy định vị GPS, máy cân bằng laser, máy đo khoảng cách laser... chính hãng.
* Trắc địa Hoàng Minh tự hào là địa chỉ tin cậy của khách hàng!
* Truy cập website tracdiahoangminh.com để tham khảo thêm nhiều dòng sản phẩm khác.






































 0942441166
0942441166
Viết bình luận